1. Optimering af ensartethed i gummipladetykkelse
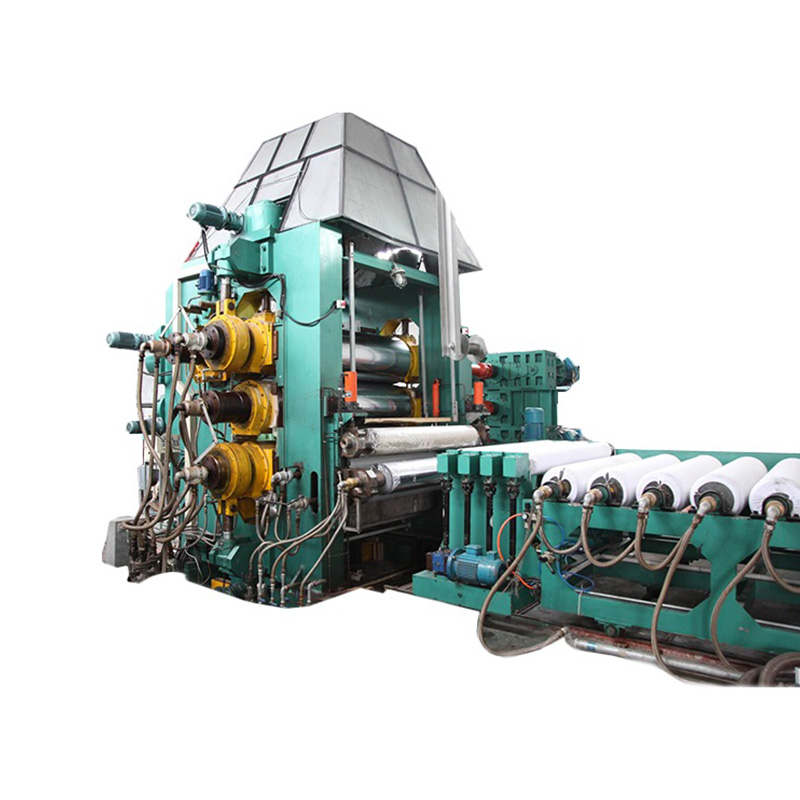
Gummi kalander maskiner bruges i vid udstrækning til at fremstille plader med præcise tykkelser. For at øge ensartetheden skal operatørerne overveje justering af rullespalten, gummiblandingens viskositet og temperaturkontrol. Ujævn opvarmning kan forårsage tykkelsesvariationer langs arkets bredde, mens inkonsekvent rulletryk fører til kantfortykkelse.
Brug af en tykkelsesmåler i realtid kan reducere defekter markant. Nogle moderne kalendere integrerer laserbaserede tykkelsesovervågningssystemer, hvilket muliggør automatisk justering af rullespalten for at opretholde ensartet pladetykkelse selv ved høje produktionshastigheder.
2. Rulleoverfladebehandling og dens indvirkning på gummikvaliteten
Kalandervalsernes overfladefinish påvirker direkte kvaliteten af gummipladen. Polerede forkromede ruller minimerer klæbning og giver en glattere finish, mens teksturerede ruller kan skabe specifikke overflademønstre. Regelmæssig vedligeholdelse, herunder polering og rengøring, forhindrer materialeopbygning og sikrer ensartet kalandrering.
- Forkromede ruller: Reducerer vedhæftningen og forbedrer glansen.
- Teksturerede ruller: Bruges til mønstrede ark eller prægede produkter.
- Keramisk belagte ruller: Forbedrer slidstyrken for gummiblandinger med høj slidstyrke.
3. Temperaturstyring i kalender
Temperaturkontrol er kritisk ved gummikalandrering, da det påvirker viskositet og arkflow. Gummiblandinger kræver typisk rulletemperaturer mellem 60°C og 120°C. Overophedning kan nedbryde polymerkæderne, mens utilstrækkelig temperatur fører til dårlig flow og uensartede plader.
Moderne kalendere bruger separate varmezoner til hver rulle og integrerede termoelementer til præcis overvågning. Nogle systemer anvender også automatiske feedback-sløjfer for at opretholde optimale temperaturer, selv når produktionshastigheden ændres.
4. Multi-Roller Calender Configurations
Gummi kalander maskiner kan have to, tre eller fire ruller afhængigt af anvendelsen. Hver konfiguration tjener et andet formål:
| Type rulle | Funktion | Ansøgning |
| To-rulle | Grundlæggende pladeformning | Standard gummiplader |
| Tre-rulle | Bedre tykkelseskontrol og spændingsstyring | Højpræcisionsplader til dæk eller bælter |
| Fire-rulle | Avanceret spænding og flerlagslaminater | Laminerede plader, specialgummiprodukter |
5. Fejlfinding af almindelige defekter
Kalandreret gummi kan udvise defekter som striber, bobler og kantfortykkelse. At forstå de grundlæggende årsager er afgørende for at opretholde kvaliteten.
- Striber: Ofte forårsaget af forurening eller ujævne rulleoverflader.
- Bobler: Kan skyldes indespærret luft i blandingen eller for høj rullehastighed.
- Kantfortykkelse: Forårsaget af forkert rullespalte eller ujævn spænding under fremføring.
Rutinemæssig inspektion, rengøring og justering af rulleparametre kan reducere disse problemer. Implementering af in-line overvågningssystemer forbedrer defektdetektion yderligere, før arkene når nedstrømsprocesser.